Centerless grinding is a manufacturing technique for the machining of cylindrical outer surfaces. The workpieces are not being clamped between centers or in chucks, but are guided by the grinding wheel (blue, on the right side of the picture), the regulating wheel (brown, on the left side of the picture) and the workrest blade (below the workpiece).
The grinding and regulating wheels can be moved relative to the workpiece. This is ideally done by independent slides, so the workpiece center doesn’t need to be moved horizontally. Optimally, the workrest blade is height adjustable by a servo axis, like at the Ebert C-3070.
The slowly rotating regulating wheel puts the workpiece into a rotation matching its own. The grinding wheel turns much faster and removes the material. Grinding wheel, regulating wheel and workpiece are rotating in ganging directions.
There are two basic methods of centerless grinding:
Throughfeed grinding
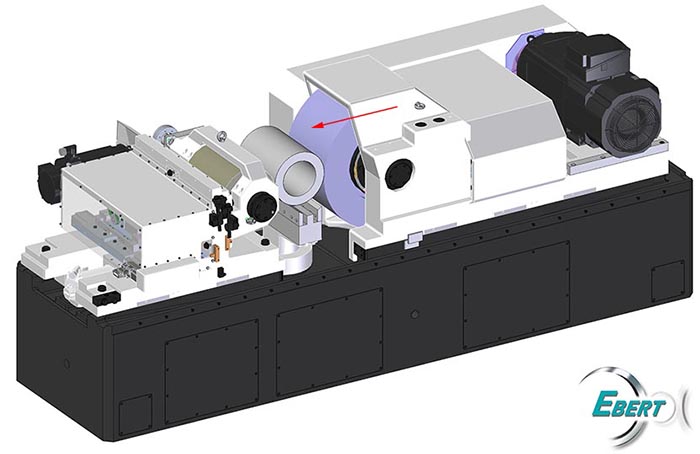
For throughfeed grinding, the regulating wheel is distinctly tilted which does not only put the workpiece into rotation, but also moves it through the machine in axial direction. A continuous cylindrical contour is generated on a single workpiece or a row of workpieces. If bar material is going to be manufactured, a set of two bar feeding tables for workpiece loading and unloading is required. The feeding tables put the workpieces into rotation before they enter the centerless grinding machine. Short workpieces can be loaded with step, belt of vibration conveyors.
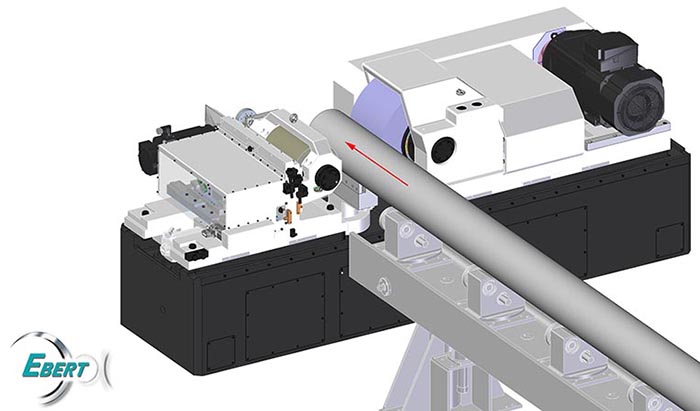 Centerless grinding – throughfeed
Centerless grinding – throughfeed
Infeed grinding
For infeed grinding the regulating wheels sets the workpiece into rotation without axial movement. The grinding wheel performs the infeed movement towards the workpiece and generates its own negative contour on the workpiece. This method allows more complex, non-cylindrical contours. It is more flexible, but it is usually slower and might require elaborate loading and unloading devices.
 Centerless grinding – infeed
Centerless grinding – infeed
centerless grinding and centerless grinding machines in detail 1
centerless grinding and centerless grinding machines in detail 2
centerless grinding and centerless grinding machines – overwiew